
Твёрдость
|
Под определением твердости понимают сопротивление связки силам, способствующим выравниванию зерен из абразивного круга. Технология шлифования не преследует цели создания "вечного" абразивного круга, т.к. сам эффект шлифования полностью зависит от способности инструмента к "самозатачиванию". "Самозатачивание" инструмента в процессе обработки детали происходит благодаря скалыванию затупившихся абразивных зерен и появлению новых режущих граней, удалению остатков изношенных зерен под действием внешних сил и обнажению нового рабочего слоя. При слишком твердом круге связка продолжает удерживать затупившиеся и потерявшие режущую способность зерна. При этом на работу расходуется большая мощность, изделия нагреваются, на поверхности появляются следы дробления, прожиги и другие дефекты. При слишком мягком круге связка не оказывает сопротивления выкрашиванию целых зерен из тела круга, что ведет к его быстрому износу, потере правильной формы, нарушению балансировки, появлению вибрации в процессе обработки. В следствии этого трудно получить детали необходимых размеров и форм. Оба крайних случая ведут к снижению интенсивности съема материала, повышению шероховатости обрабатываемой поверхности. На выбор твердости влияют следующие факторы : При выборе твердости круга следует руководствоваться положениями : 1. Твердые материалы скорее истирают абразивные зерна, затупляют их. Удаление затупившихся зерен скорее происходит в сравнительно мягких кругах. Поэтому для обработки твердых материалов следует применять мягкие абразивные инструменты, а для обработки материалов невысокой твердости – более твердые. Исключение составляет медь, алюминий, свинец, нержавеющая и жаропрочная стали, которые шлифуют мягким инструментом. При обработке вязких материалов отходы шлифования заполняют поры круга и он становится не пригодным для работы. Тогда правка круга необходима, хотя абразивные зерна в этом случае могут быть еще очень острыми. 2. С увеличением площади контакта между кругом и изделием давление на единицу круга уменьшается и, следовательно, обновление затупившихся зерен затрудняется. В этом случае следует использовать более мягкий инструмент. 3. Чем больше окружная скорость круга при прочих неизменных условиях, тем более мягкий инструмент следует применять. При интенсивных режимах работы, при большой скорости изделия и поперечной подаче применяются более твердые круги. 4. Для предварительных операций применяются более твердые инструменты, чем для чистовых. 5. При шлифовании всухую следует использовать более мягкие круги, чем при работе с охлаждением. 6. При шлифовании неровных, прерывистых поверхностей применяют более твердые инструменты, чем при шлифовании ровных поверхностей. 7. На автоматических станках устойчивых и жестких конструкций со спокойным ходом шпинделя применяются более мягкие круги, чем на станках с ручными подачами. 8. Мелкозернистые инструменты должны быть относительно меньшей твердости, а крупнозернистые – большей. 9. При заточке лезвий закаленных инструментов, при шлифовании и заточке пластинок из твердых сплавов, при обработке поверхностей изделий, плохо отводящих тепло, тонких, с отверстиями (типа труб) и т.п. применяют мягкие шлифовальные круги. 10. При одинаковых условиях шлифования, абразивные инструменты на бакелитовой связке должны быть на две ступени тверже, чем на керамической. 11. Мягкие круги экономичнее твердых, так как реже правятся и позволяют вести обработку в более интенсивных режимах. Однако твердость их не должна быть низкой, чтобы они быстро не изнашивались и не теряли форму. В обозначении твердости в России используются буквы Русского алфавита и цифры. Буквы - это первая буква слова или аббревиатура, например : "М" - "мягкий" ; "СТ" - "средней твердости". Цифры применяются, если в группе, например - "СТ", выделено несколько степеней твердости - чем больше значение цифры, тем тверже (СТ1, СТ2). За рубежом в обозначении твердости используются буквы латинского алфавита, начиная с "Е", обозначающей самые мягкие круги и далее, по порядку - в сторону увеличения твердости, как представлено на диаграмме : 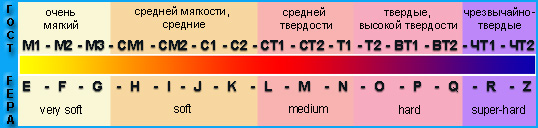 Таблица 1. Выбор твердости абразивных инструментов в зависимости от вида обработки. |
| Твердость | Вид обработки |
|---|---|
| ВТ1-ЧТ2 | Правка абразивных инструментов. Шлифование шариков шарикоподшипников и деталей часовых механизмов. |
| СТ2-Т2 | Обдирочные операции, ведущиеся вручную (обработка крупных отливок и поковок). Отрезка абразивными дисками, прорезка канавок. Круглое наружное шлифование методом врезания при необходимости сохранить профиль круга (например, обработка шеек коленчатых валов), бесцентровое шлифование ведущими кругами, хонингование отверстий небольших диаметров. |
| С2-СТ2 | Предварительное круглое наружное шлифование и бесцентровое шлифование сталей (преимущественно незакаленных) и ковкого чугуна. Бакелитовая связка. |
| С1-СТ1 | Плоское шлифование сегментами и кольцевыми кругами на бакелитовой связке. |
| С2-СТ2 | Хонингование и резьбошлифование кругами на бакелитовой связке. Профильное шлифование, обработка прерывистых поверхностей. |
| СМ1-С2 | Чистовое и комбинированное круглое, наружное, бесцентровое и внутреннее шлифование стали, плоское шлифование периферией круга, резьбошлифование с крупным шагом. Заточка режущих инструментов. |
| С1-С2 | Заточка режущих инструментов вручную |
| СМ1-СМ2 | Заточка режущих инструментов с механической или автоматической подачей. |
| М2-СМ2 | Плоское шлифование торцом круга. |
| М2-М3 | Заточка и доводка режущего инструмента, оснащенного твердым сплавом, шлифование труднообрабатываемых специальных сплавов. |


